




不銹鋼沖壓彎頭澆鑄工藝的操作流程及方法
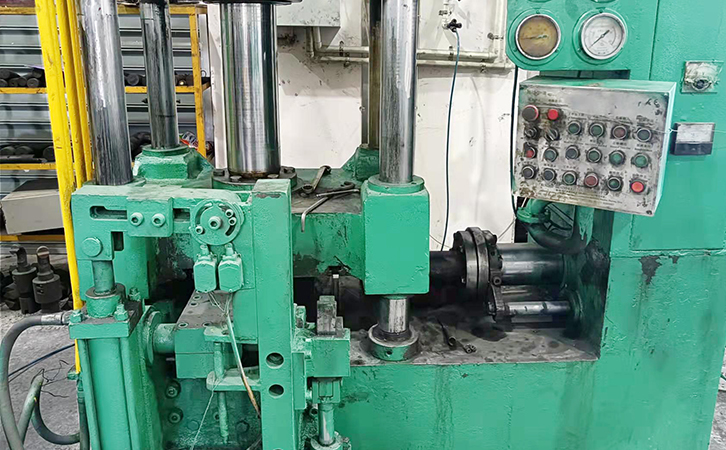
不銹鋼沖壓彎頭是選用與管材相同原料的板材用沖壓模具沖壓成半塊環形彎頭,然后將兩塊半環彎頭進行組對焊接成形。因為各類管道的焊接規范不同,通常是按組對點焊固定半成品出廠,現場施工依據管道焊縫等級進行焊接。因而,也稱為兩半焊接彎頭。沖壓加工的出產速率不錯,且操作便利,易于完結機械化與自動化,這是因為沖壓是依托沖模和沖壓設備來完結加工,一般壓力機的行程次數為每分鐘90°對焊不銹鋼沖壓彎頭可達幾十次,壓力要每分鐘可達數百次乃至千次以上,并且每次沖壓行程就可能有一個沖壓件。
沖壓不銹鋼管件一般沒有切屑碎料生成,資料的耗費較少,且不需其它加熱設備,因而是一種省料,節能的加工辦法,沖壓件的本錢較低。沖壓時因為模具確定了沖壓件的尺度與形狀精度,且一般不損壞沖壓件的表面質量,而模具的壽數一般較長,所以沖壓的質量安穩,互換性不錯,具有"如出一轍"的特征。
加熱的溫度也是不銹鋼沖壓彎頭的生產的重要因素,原來的生產都是靠肉眼觀看差不多了燒紅了直接拉出來壓制,但是人的肉眼有時候很不好把握溫度,溫度是高了的話彎頭不僅在爐內會掉落很多的氧化皮子而且厚度也會降低導致彎頭的賣相不好再者便是溫度越高彎頭越軟加工的時候稍微有點壓力就變形了了彎頭的外形也不好控制。溫度稍微低點沒事就是加大壓力的事情。后期整理,不銹鋼沖壓彎頭經過壓制,大概的樣子已經出來,還需要盤口,車口修磨等等環節這就是個細活了,不銹鋼沖壓彎頭的外觀取決于此。
不銹鋼沖壓彎頭澆鑄工藝的操作流程及方法:
1、水進入結晶器液面用保護渣(上方通氬)保護。
2、通過這樣的保護,不銹鋼沖壓彎頭中的氧含量將保持不變或有所降低。
3、不銹鋼沖壓彎頭經長水口保護進入中間包液面鋼水以下,中包加蓋密封,同時長水口與中間包蓋之間也要進行密封。
4、中包水通過浸入式水口進入結晶器,水口與中包之間進行密封。
5、不銹鋼沖壓彎頭中包水用中包堿性渣保護,并在整個澆鑄過程中吹入氬(氮)氣保護。
6、中間包注入水前,中包充氬(氮)約6分鐘使包內氧含量<2%。