
推薦產品 / Product
工程案例 / Solution
常見問答 / Q & A




不銹鋼熱壓管件的時效處理及工藝
Jul.02,2023瀏覽量:494返回上一頁
熱壓彎頭即沖壓彎頭,它由材料加熱后用特別模具沖壓而成,直徑小;焊接彎頭即為“蝦米彎”,它可在管道上或鋼板上切割下料后焊制而成,其規格可為很大。彎的節數與彎曲半徑由制作者自由確定。沖壓彎其光滑度好,而焊接彎不很圓順,兩者的彎曲半徑均不大,一般為管道直徑的1倍左右,而煨制彎的彎曲半徑為管道直徑的8倍左右,其光滑度也也沖壓彎一樣。
不銹鋼熱壓管件時效處理:為了去掉精密量具或模具、零件在長期使用中尺寸、形狀發生變化,常在低溫回火后(低溫回火溫度150-250℃)精加工前,把工件重新加熱到100-150℃,保持5-20小時,這種為穩定精密制件質量的處理,稱為時效。對在低溫或動載荷條件下的鋼材構件進行時效處理,以去掉殘余應力,穩定熱壓彎頭組織和尺寸,尤為重要。
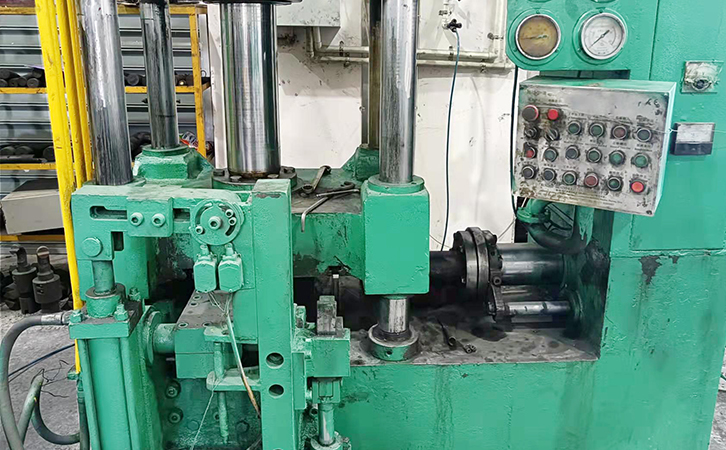
沖壓彎頭成型是一種用于彎頭批量生產的早期成型工藝。目前,在常用的無縫彎頭的生產中,已被熱推或其他成型工藝所取代,但在某些規格的彎頭中,在生產量小、壁厚過厚或制品有特別要求。沖壓彎頭的成型采用與彎頭外徑相同的管坯,在模具中直接壓入模具。
沖壓前,將管坯放在下模上,將內芯和端模裝入管坯中,上模向下移動開始壓制,在外模和端模的約束下形成沖孔彎頭。內模的支撐。
