




不銹鋼沖壓管件彎頭的制造工藝及外觀檢查
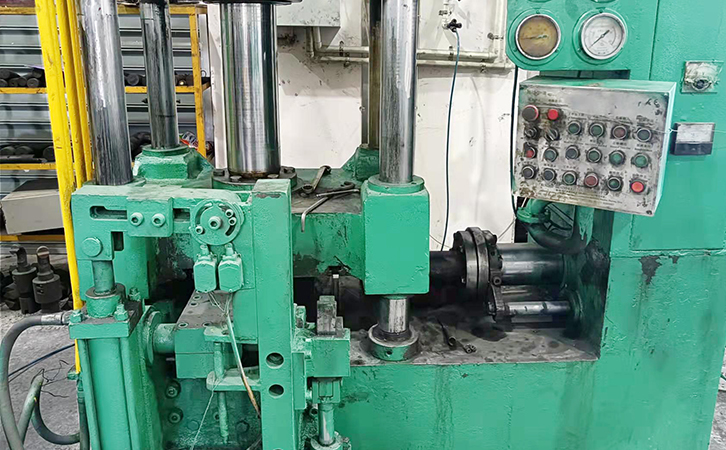
不銹鋼沖壓管件是早應用于批量出產沒有縫彎頭的成形工藝。目前,在常用標準的彎頭出產中已被熱推制法或其它成形工藝所替代,但在某些標準的彎頭中因出產數量少、壁厚過厚或過薄,不銹鋼彎頭成形的方法仍在運用。彎頭的沖壓成形選用與彎頭外徑相等的管坯,運用壓力機在模具中直接限制成形。在沖壓前,管坯擺放鄙人模上,將內芯及端模裝入管坯,上模向下運動開始限制,通過外模的約束和內模的支撐效果使彎頭成形。與熱推制工藝相比,沖壓成形的外觀質量不如前者;沖壓彎頭在成形時外弧處于拉伸狀態,沒有其它部位剩余的金屬進行補償,所以外弧處的壁厚約減薄10%左右。由于適用于單件出產和低成本的特色,故沖壓彎頭工藝多用于小批量、厚壁彎頭的制造。
說說不銹鋼沖壓管件的常見制造工藝:
1、常規化處理:目的是為了優良換言之讓波來鐵結構的鑄品得愈為平衡分布的產品屬性。
2、表面硬化層改造:顧名思義使其表面增強硬化的作用。
3、淬火改造:這一步可以使用彎頭硬度換言之強度進一步提升上來,由內而外的性集體上升。
4、不銹鋼沖壓彎頭軟化之后慢慢熄火:這個操作的作用在于分解碳化物,讓它的硬度下降,不過可以增強加工功能,從而能夠得愈多的肥力鐵元素。
5、讓不銹鋼彎頭析出硬化改造:使它表面該方面的強度大化,卻不會由于延展性導致外圍形狀變化。
彎頭外觀檢查:一般以肉眼觀察為主,通過外觀檢查,可發現焊接彎頭焊縫表面缺陷,有時用5-20倍的放大鏡進行觀察。如咬邊、氣孔、焊瘤、表面裂紋、夾渣及焊穿等。焊縫的外形尺寸還可采用焊口檢測器或樣板進行測量。
彎頭無損探傷:檢測隱藏在焊縫內部的夾渣、氣孔、裂紋等缺陷的檢驗。X射線檢驗是利用X射線對焊縫照相,根據底片影像來判斷內部有無缺陷、缺陷多少和類型。目前使用普遍的是采用X射線檢驗,還有聲波探傷和磁力探傷。再根據產品技術要求評定焊縫是否合格。這時熒光屏上就出現了反射波。根據這些反射波與正常波比較、鑒別,就可以確定缺陷的大小及位置。特別波探傷比X光照相簡便得多,因而得普遍應用。但聲波探傷往往只能憑操作經驗作出判斷,而且不能留下檢驗根據。
