
推薦產品 / Product
工程案例 / Solution
常見問答 / Q & A




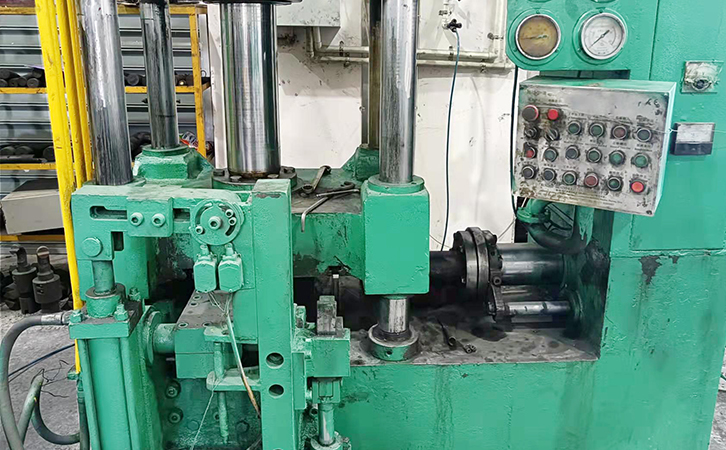
生產不銹鋼沖壓彎頭的設備及工序
Apr.12,2023瀏覽量:697返回上一頁
不銹鋼沖壓彎頭的成型工藝過程是復雜的,需要根據不同的材質和用途進行焊接,在相應的壓力下進行逐漸成形。不銹鋼沖壓彎頭的成型需要按照相應的工序進行,嚴格遵守相應的流程過程,否則生產出的不銹鋼沖壓彎頭就會產生質量問題。根據需要,一個圓形環殼可以切割成4個90°彎頭或6個60°彎頭或其它規格的彎頭,該工藝適用于不銹鋼沖壓彎頭制造彎頭中徑與彎頭內徑比大于1.5D的任意規格大型推制彎頭,是制造大型推制彎頭的理想方法。不銹鋼沖壓彎頭這種工藝成型方法使用在不同彎頭的生產中,在不同的區域中展現良好的使用價值,使工藝在不同的彎頭制作中具有良好的價值體現。大型不銹鋼沖壓彎頭的成型工藝過程的優點主要表現在以下幾個方面:不銹鋼沖壓彎頭:沖壓一般沒有切屑碎料生成,材料的消耗較少,且不需其它加熱設備,因而是一種省料,節能的加工方法,沖壓件的成本較低。
不銹鋼管件的生產是有壓力機,底座模具,上壓模具,和填充模具等幾個設備的共同作用下才可以生產的,壓力機的選擇需要是壓力要大于彎頭變形的力道,上壓模具和底座模具的的設計,由于原來的工藝很是后,模具也是很不,模具的長度需要要大于彎頭的長度確定不銹鋼沖壓彎頭的加工余量,填充模具的設計為重要了現在都是數控車床做的模具一個厚度一個型號一條模具確定彎頭在沖壓的時候口徑和外觀的美觀但是原來這個問題是不好解決的,原來的不銹鋼沖壓彎頭就是一個口徑一個模具,不分厚度那樣做出來的彎頭的口徑是很不好確定的,現在的不銹鋼沖壓彎頭的生產只是針對厚壁和合金為主了不以碳鋼為主打了。
