
推薦產品 / Product
工程案例 / Solution
常見問答 / Q & A




厚壁不銹鋼管件在加熱時候的熱處理
Mar.31,2023瀏覽量:707返回上一頁
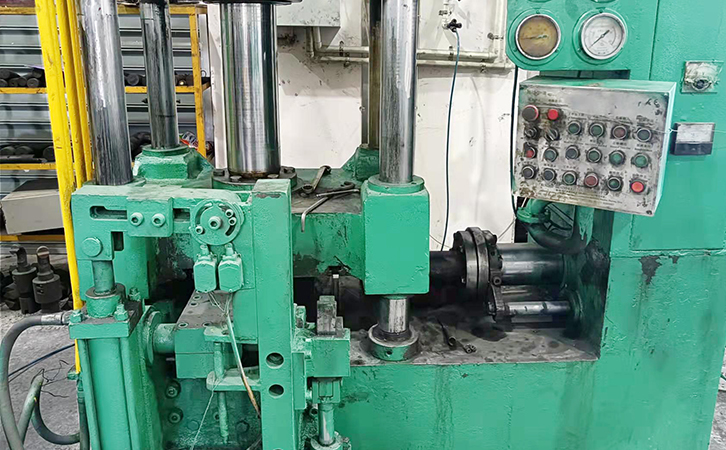
厚壁不銹鋼管件在加熱的時候需求正火+回火熱處理、機加工端口,壁厚需留有燒損及機加工余量。另外,圓管胚要經過切割機的切割加工成長度約為一米的坯料,并經傳送帶送到熔爐內加熱。鋼坯被送入熔爐內加熱,溫度大約為1200攝氏度,爐內溫度控制是關鍵性的問題圓管坯出爐后要經過壓力穿孔機進行穿空,燃料為氫氣或乙炔。一般較常見的穿孔機是錐形輥穿孔機,這種穿孔機生產速率還不錯,產品質量好,穿孔擴徑量大,可穿多種管件穿孔后,圓管坯就先后被三輥斜軋,連軋或擠壓,擠壓后要脫管定徑,定徑機通過錐形鉆頭旋轉入鋼胚打孔,形成管件。厚壁沖壓彎頭的鈍化工藝可分為濕法和干法兩種。大家需求留意的是在整個出產過程中,需要是在相應的熱度中進行彎頭的,不然的話就不會到達相應的作用。
影響管件幾何形狀的工藝參數有:推制用坯料的材質、壁厚和外徑、芯棒頭的材質及形狀、加熱溫度及其分布以及推進速度。沖壓彎頭是由可鍛鑄鐵制成,使用于供水管道、水蒸氣管道、煤氣管道、輸油管道的連接。沖壓彎頭顏色為黑色,成直角彎度,質量優,不易損壞。
