








不銹鋼對焊焊接彎頭的制作方法有哪些,生產工藝介紹
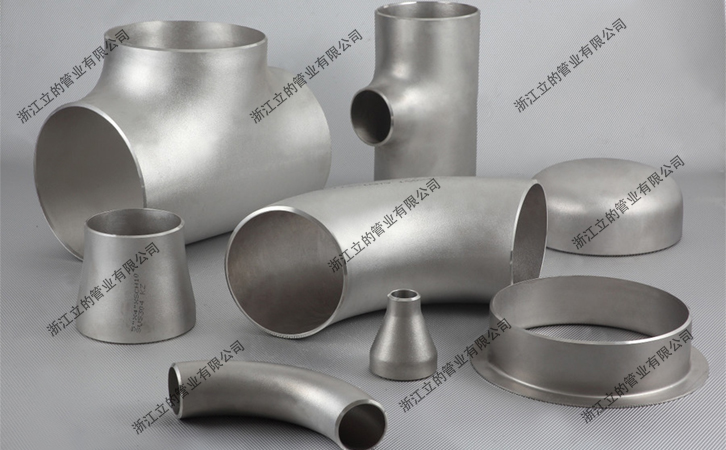
焊接彎頭有推制成型、沖壓成型和中板焊制三種方法,不同的方法制作的產品用途和規格不同,規格的表示包括直徑、壁厚和角度,彎頭的曲率半徑常見的有一倍的直徑和一點五倍的直徑,不常見的定制的彎頭可以大到五倍的直徑,為了生產的標準化,用工程直徑來表示,工程直徑是接近外徑的一個數字,制作的時候根據國腳標準制作的叫國標彎頭。
國標彎頭比普通的彎頭厚度大一些,國標的彎頭都是很常見的正規彎頭,定制的彎頭一般都是非國標的,最簡單的也可以用管子裁切焊接進行制作,讓管道有一定角度的彎曲,多用在小口徑的低壓的場合,例如室內的水管連接,不需要太大的壁厚,但是一定要保證材質不容易生銹,水管不建議采用冷鍍鋅的彎頭,鋅層容易掉色,根據管道需求來選擇焊接彎頭的制作方法。

焊接彎頭的生產工藝方法:
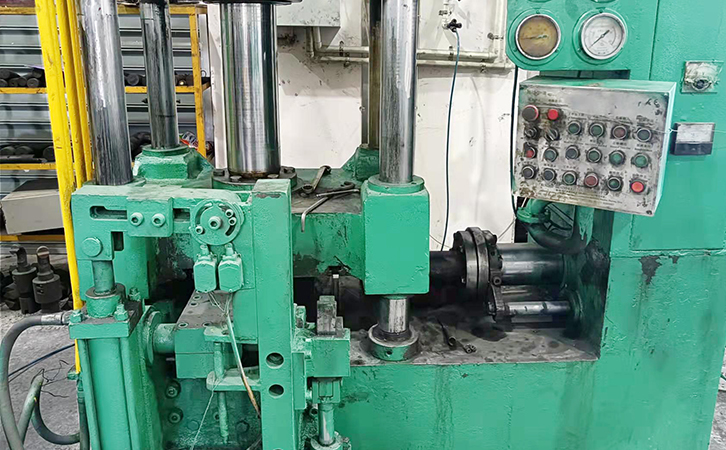
焊接彎頭生產的工藝流程,若做長半徑彎頭,要先選定規格,提出管料。擴徑率,通過理論計算,一般擴徑率在33%-35%之間,倒推回去。短半徑219mm的一般的擴徑率為50%.選好原料后,按彎頭規格下料,再考慮曲率半徑, 比如,90°的彎頭,通過其曲率可以算出下多長料可加工出90°的彎頭。通過理論計算可算出,然后以該長度為定尺進行切斷。最后把料進行熱推制。推制機大家可能都看過,實際很簡單。它是一個牛角狀芯頭或芯棒,芯棒由細變粗,推制過程是一個擴徑帶彎曲的過程。后邊有支撐,把下料管段穿入芯棒,后邊有一牌坊架將芯棒固定。中間有一小車,小車有的通過液壓傳動,有的通過機械傳動即絲杠傳動,然后往前推小車。小車推著管子順著芯棒往前走,芯棒外有一個感應圈,把管子加熱,加熱好,然后小車把管子推下,就加工好一個。推好后,彎頭要就此熱狀態下進行整形。因為有的彎頭處理不當后,就會扭曲,這是不允許的。另外,推頭后一般都是前端外徑大,要通過整形模進行整形。